Upgrading the System
 The customer had a system that was in danger of failing completely. The system was not only outdated, but any offline node would take down the entire system and was no longer a supported platform. In fact, the system completely stopped working the day the demolition of the upgrade began. The customer needed an integrator who could not only manage a system upgrade that was three years in duration but also handle the very challenging mechanical and electrical requirements of the system. DMC’s multi-disciplinary team was a great fit for this project.
The customer had a system that was in danger of failing completely. The system was not only outdated, but any offline node would take down the entire system and was no longer a supported platform. In fact, the system completely stopped working the day the demolition of the upgrade began. The customer needed an integrator who could not only manage a system upgrade that was three years in duration but also handle the very challenging mechanical and electrical requirements of the system. DMC’s multi-disciplinary team was a great fit for this project.
Our engineers started with a complete system of functional requirements and design phase. We used the complete specifications to develop the SCADA, PLC, and data acquisition components of the system.
DMC’s team completed the implementation of the system from start to finish and met the go-live date required for the client’s operational needs.
We performed simulation and complete FAT (factory application test) prior to the delivery of the system on-site to reduce time and expenses onsite. This was critical to the success of the project since the location and facility requirements are much more challenging to “test in the field” methodologies. Once the simulation was complete, we went on-site and installed the system.
We programmed Siemens S7 1517 TF PLCs to control the system, where there were over 20 axes operating on one PLC.
Reliability Improvements
This system now has much-improved reliability. With the old system, if one node failed, it would take down the entire facility. DMC built a new, modular system such that a single failure would not take the entire system down.
Native Redundancy
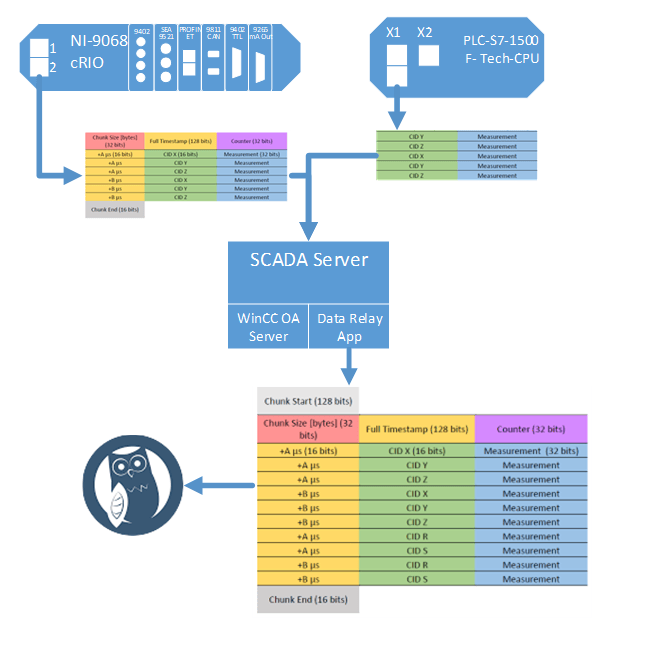
 We used WinCC OA as the SCADA user interface in a redundant configuration which allowed the continued operation if one server fails. The redundant configuration also allows the ability to update the system without taking it offline. The redundancy appears completely seamless to the user. Deploying the system as redundant was a trivial change to configuration files. This allowed us to perform the development against a normal non-redundant system and seamlessly implement redundancy during FAT. The system now runs seamlessly with either server active.
We used WinCC OA as the SCADA user interface in a redundant configuration which allowed the continued operation if one server fails. The redundant configuration also allows the ability to update the system without taking it offline. The redundancy appears completely seamless to the user. Deploying the system as redundant was a trivial change to configuration files. This allowed us to perform the development against a normal non-redundant system and seamlessly implement redundancy during FAT. The system now runs seamlessly with either server active.
Further, the WinCC OA SCADA system provided Siemens native driver support as well as OPC UA server and client support.
Data Acquisition System
The client’s requirement of collecting system position data at 10 kHz is outside the bounds of what is possible in a PLC based system alone. As a NI Alliance Partner with extensive LabVIEW expertise, we were able to program a NI cRIO data acquisition system to capture this high-speed data. We integrated the NI cRIO system with the Siemens PLCs with PROFINET, the native Siemens PLC communication protocol. By connecting the encoder feedback to the cRIO and the cRIO to the Siemens PLC via PROFINET, we were able to collect the required 10 kHz encoder data and provide lower speed data to the S7 1517TF PLC via PROFINET for closed-loop position control.
Learn more about DMC’s Manufacturing Automation and Test & Measurement services. Contact us with project inquiries.